


螺旋钢管承压能力强,塑性好,便于焊接和加工成型,一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-8♏3),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。
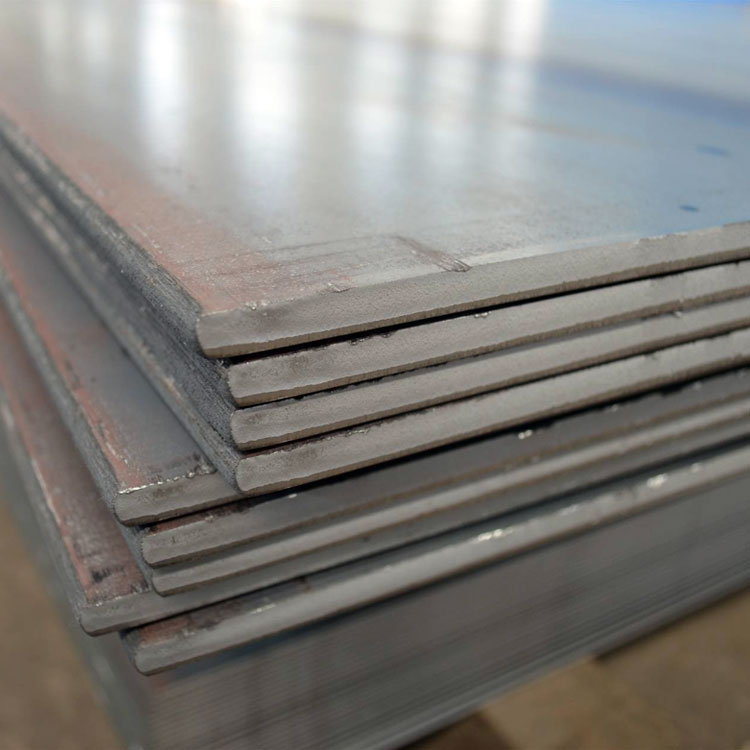
螺旋管在生产时,错边时有发生,其影响因素很多。在生产实践中,往往由干错边超差而使钢管降级。因此分析螺旋管错边产生的原因及其预防措施是很有必要的。在螺旋管成型中,钢带的镰刀弯会不断地改变成型角,导致焊缝间隙变化,从而产生开缝,错边甚至搭边。严重影响了钢管的质量,故观测钢带卷开卷后的镰刀弯情况,通过控制立辊使圆盘剪能切除部分镰刀弯以及成型角的连续控制和纠偏是在生产过程中减少钢带镰刀弯产生错边的有效办法。以下就是螺旋管厂家关于螺旋管产生错边的原因介绍:
1、有的那时候候回旋管在联结后会如果带钢硬弯而吸引错边,这样后果是如果不切边时的带钢头♕尾的线条和尺码的精密度良好才出现的。
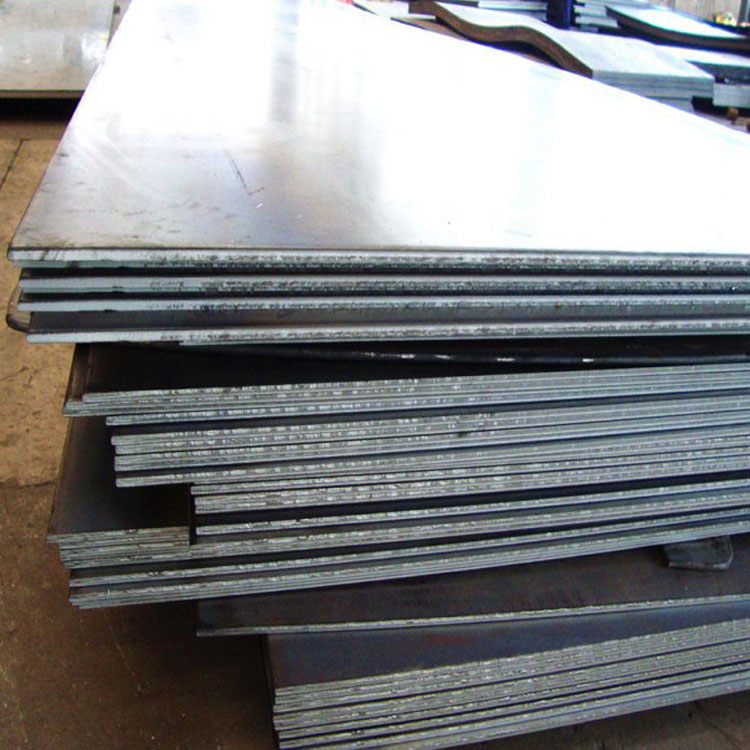
2、钢带的镰刀弯。这是因为螺旋管在成型时,钢带的镰刀弯是在唉不断地改变型角的,导致焊缝隙产生变化,最后产生开缝。在这样的情况下,螺旋管的质量会被严重的影响,必须要采取有效的方法来控制𒀰。
3、接入的状况,链条头尾接入时,只要焊接方法焊道余高比明显时就一些得细心🐷不注意了,所以只要在压合时办理不合理下,极端简易 引发比明显的错边的。
4、带钢的顶部状况发生不佳,因为在使用原原料料时要挑选高质有保证的厂通过挑选那些。
 扫锚注重微信朋友圈社会公众微信号
大家关注徵信公共号
扫锚注重微信朋友圈社会公众微信号
大家关注徵信公共号 制造业企业情况
制造业企业情况 中小型品牌价值观课
中小型品牌价值观课 主要资源优势
主要资源优势 发展前景对方
发展前景对方 执行张总讲话
执行张总讲话 卓越公司
卓越公司











 bob综合app官方导航
bob综合app官方导航 办公电话
办公电话 找
找