产品描述
是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和大口径螺旋管。电焊钢管用于石油钻采和机械制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;大口径螺旋管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产效率高。
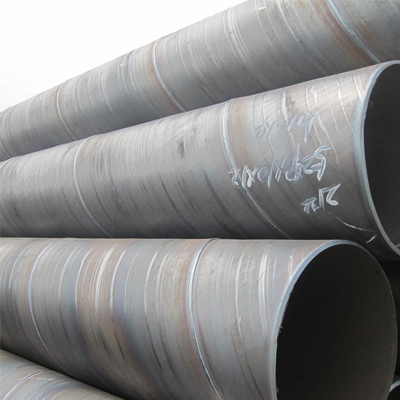
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。大口径螺旋管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
生产流程如下:
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证螺旋钢管的焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋钢管的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。
(9)采用空气等离子切割机将钢管切成单根。
(10)切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
(11)螺旋钢管的焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。
(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。
(13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。
(14)螺旋钢管管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
注意事项
螺旋钢管堆放原则要求:
1、螺旋运动焊管堆码的依据想要是在码垛牢靠、确联防队员全很安全的要素下,做按的产品、年纪码垛,差异的产品的装修材料要分为码垛,以避免搅浑和互相侵袭;
2、禁止进入在槽式镀锌钢管垛位两边在家中存储对不锈钢板材有浸蚀反应的货物;
3、旋转保温钢管垛底应垫高、更加坚固、平滑,解决办法产品生霉或扭曲;
4、相似资料按进库逐一都堆码;
5、露台堆积的锥齿轮减速机圆钢管矩形钢,接下要有木垫或条石,垛面略显偏斜,以便于排水系统,并主意建材摆置平行,防范构成弯曲成形变;
6、转鼓不锈钢钢管堆垛宽度,手工作业的不少于1.2m,机戒作业的不少于1.5m,垛宽不少于2.5m;
7、垛与垛之前应藏有务必的节点,检验道寻常为0.5m,不一样节点视板材长宽和车辆运输厂家而定,寻常为1.5~2.0m;
8、窒外堆放了矩形管和扁铁应俯放,即口朝下,工钢应立放,不锈钢板材的I槽面不朝上,以避免存水有锈蚀;
9、垛底垫高,若厂库为春阳的水磨石地面砖上,垫高0.1m即刻;若为泥地,须垫高0.2~0.5m。若为户外基地,水磨石地面砖上垫高0.3~0.5m🥀,沙泥面垫高0.5~0.7m。
螺旋钢管储存技巧:
1、保管螺旋钢管的场地或仓库,应选择在清洁干净、排水通畅、阴凉通风处,避开热源,隔绝火源,远离产生有害气体或粉尘的厂矿。要经常清理杂草和杂物,维持钢材的洁净。
2、螺旋钢管不能和酸、碱、盐、水泥等对钢材有侵蚀性的材料堆放在一起。不同品种的钢材应该分类摆放,防止混淆,防止接触腐蚀。
3、能够露天摆放的钢管有:大型型钢、钢轨、辱钢板、大口径螺旋钢管、锻件等。
4、能够在通风良好的料棚里摆放的有中小型型钢、盘条、钢筋、中口径钢管、钢丝及钢丝绳等,但要上苫下垫。









 扫锚留意手机微信群众号
扫锚留意手机微信群众号
 单位慨况
单位慨况 客户文化水平
客户文化水平 核心理念竞争优势
核心理念竞争优势 提升对方
提升对方 股东长讲话
股东长讲话 新精英团队图片
新精英团队图片










 首先
首先 电話
电話 去联系
去联系